פלאָוטינג גאַפּ
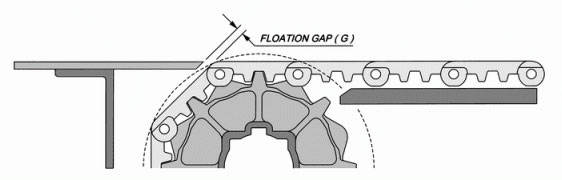
ווען אַדאַפּטינג די קאַנווייער גאַרטל פֿאַר די טורנינג באַוועגונג.די קרייַזבויגן אָפּטיילונג פון קאַנווייער וועט שלאָס מיט די גלייַך קאַנווייער און די ביידע ענדס פון די קרייַזבויגן אָפּטיילונג זאָל זיין גיידיד צו די גלייַך, און דער קאַנווייער וועט אַרבעטן סמודלי.
די ין ראַדיוס ריקווייערז בייַ מינדסטער 2.2 מאל די ברייט פון די קאַנווייער גאַרטל.
STL1 ≧ 1.5 XW אָדער STL1 ≧ 1000 מם
איין טורנינג טוט נישט באַגרענעצן צו 90 °;עס האט צו פאָלגן די באַגרענעצונג פון טורנינג ראַדיוס און מאַכן די פּלאַן פון 15 °, 30 °, 45 °, 60 °, 75 °, 90 °, .... צו 360 °.
פלאָוטינג גאַפּ דימענשאַנאַל רעפערענץ טיש (ג)
| אַפּאַראַט: מם | ||||
| סעריע | גרעב פון גאַרטל | ספּראָקקעט דיאַמעטער (PD) | נומער פון ציין | פלאָוטינג גאַפּ (G) |
| 100 | 16 | 133 | 8 | 5.6 |
| 164 | 10 | 4.5 | ||
| 196 | 12 | 4.0 | ||
| 260 | 16 | 3.0 | ||
| 200 | 10 | 64 | 8 | 2.6 |
| 98 | 12 | 1.7 | ||
| 163 | 20 | 1 | ||
| 300 | 15 | 120 | 8 | 4.3 |
| 185 | 12 | 3.3 | ||
| 400 | 7 | 26 | 8 | 1 |
| 38.5 | 12 | 0.3 | ||
| 76.5 | 24 | 0 | ||
| 500 | 13 | 93 | 12 | 1.3 |
| 190 | 24 | 0.5 | ||
טויט פּלאַטע
מיר רעקאָמענדירן צו אַדאַפּט העכער 5 מם דיק טשאַד שטאָל, ומבאַפלעקט שטאָל אָדער הויך כאַרדנאַס צומיש שטאָל עטק ווי די מאַטעריאַל פֿאַר מאַנופאַקטורינג טויט טעלער.עס איז וויכטיק צו נעמען אין חשבון די יעדער ריס פון די אַריבערפירן שטעלע, צו מאַכן די לאָודינג פּראָדוקטן סמודלי פאָרן דורך די אַריבערפירן שטעלע.
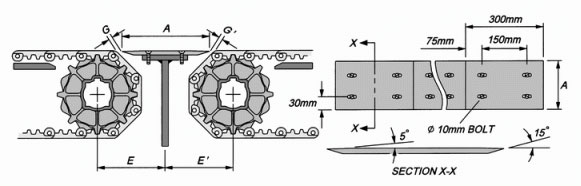
ביטע אָפּשיקן צו די באַסיק ויסמעסטונג אין די פּלאַן ספּעסיפיקאַטיאָן קאַפּיטל צו באַקומען ווערט C, און אָפּשיקן צו די פלאָוטינג גאַפּ אין דעם קאַפּיטל צו באַקומען ווערט G, און דעמאָלט נוצן די פאָרמולע אונטן, דער כעזשבן רעזולטאַט וועט זיין די פאַקטיש ויסמעסטונג פון פלאָוטינג ריס.
פאָרמולע:
E = קקס 1.05
א = ( 2 XE ) ( ג + ג ' )
פּלאַן ספּעסיפיקאַטיאָן פון זייַט אַריבערפירן
אין אַלגעמיין, די 90 גראַד אַריבערפירן אַפּלאַקיישאַן איז אַ פּראָסט נוצן פון די ינטאַגראַל קאַנווייאַנס פּראָצעדור.מיר רעקאָמענדירן איר צו אַדאַפּט HOMGSBELT טורנינג גאַרטל;עס קענען מאַכן איר נוצן די פּלאַץ פלעקסאַבאַל.
אויב די פאַבריק פּלאַץ איז נישט גרויס גענוג פֿאַר די מינימום טורנינג ראַדיוס פון HOMGSBELT טורנינג גאַרטל, עס איז נייטיק צו אַדאַפּט די זייַט אַריבערפירן פּלאַן אין די ראַם צו סאָלווע דעם פּראָבלעם.
אַגזיליערי ראָולערז
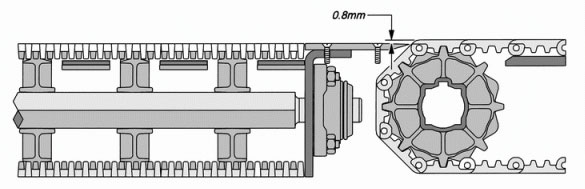
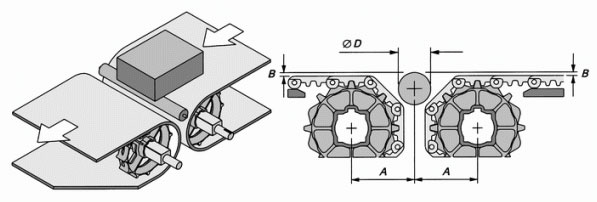
פֿאַר די פּלאַן פון אַריבערפירן שטעלע צווישן צוויי קאַנווייערז, אויב די דנאָ פון לאָודינג פּראָדוקטן איז פלאַך און די לענג איז איבער 150 מם, אַחוץ די טויט טעלער, עס קענען אויך נוצן אַ אַגזיליערי אַריבערפירן וואַל צו אַרוישעלפן קאַנווייער גאַרטל צו באַקומען גלאַט און בעסער אַריבערפירן באַוועגונג בעשאַס אָפּעראַציע.
פּלאַן ספּעסיפיקאַטיאָן פון אַגזיליערי אַריבערפירן ראָולערז אין דרייוו / ליידיק שטעלע
| אַפּאַראַט: מם | ||||||
| סעריע | גרעב (גאַרטל) | ספּראָקקעט דיאַ. | נומער פון ציין | א (מינ.) | ב (מינ.) | ד (מאַקס.) |
| 100 | 16 | 133 | 8 | 85 | 0~1 | 34 |
| 164 | 10 | 100 | 40 | |||
| 196 | 12 | 116 | 50 | |||
| 260 | 16 | 150 | 66 | |||
| 200 | 10 | 64 | 8 | 47 | 20 | |
| 98 | 12 | 63 | 25 | |||
| 163 | 20 | 95 | 40 | |||
| 300 | 15 | 120 | 8 | 88 | 40 | |
| 185 | 12 | 106 | 44 | |||
| 400 | 7 | 26 | 8 | 20 | 10 | |
| 38.5 | 12 | 28 | 15 | |||
| 76.5 | 24 | 53 | 25 | |||
| 500 | 13 | 93 | 12 | 64 | 25 | |
| 190 | 24 | 118 | 40 | |||
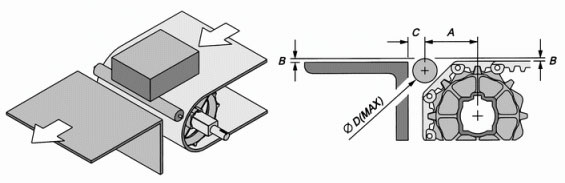
פּלאַן ספּעסיפיקאַטיאָן פון אַגזיליערי אַריבערפירן ראָולערז אין פּלאַטפאָרמע אַריבערפירן
| אַפּאַראַט: מם | |||||||
| סעריע | גרעב (גאַרטל) | ספּראָקקעט דיאַ. | נומער פון ציין | א (מינ.) | ב (מינ.) | C (מינ.) | ד (מאַקס.) |
| 100 | 16 | 133 | 8 | 74 | 0~1 | 23 | 20 |
| 164 | 10 | 92 | 28 | 25 | |||
| 196 | 12 | 106 | 33 | 30 | |||
| 260 | 16 | 138 | 41 | 38 | |||
| 200 | 10 | 64 | 8 | 42 | 18 | 15 | |
| 98 | 12 | 60 | 21 | 18 | |||
| 163 | 20 | 93 | 28 | 25 | |||
| 300 | 15 | 120 | 8 | 76 | 28 | 25 | |
| 185 | 12 | 108 | 30 | 27 | |||
| 400 | 7 | 26 | 8 | 17 | 9 | 6 | |
| 38.5 | 12 | 24 | 12 | 9 | |||
| 76.5 | 24 | 45 | 18 | 15 | |||
| 500 | 13 | 93 | 12 | 56 | 18 | 15 | |
| 190 | 24 | 108 | 28 | 25 | |||
גייד דיווייס
ווען טויט פּלאַטעס אָדער אַגזיליערי אַריבערפירן ראָולערז זענען געניצט פֿאַר די אַריבערפירן שטעלע פון די קאַנווייער סיסטעם, פֿאַר די לינעאַר גיכקייַט חילוק אָדער סענטריפוגאַל קראַפט, די פּראָדוקטן וועט זיין ארלנגעווארפן אָדער אָפּנייגן פון די צענטער שטעלע פון די גאַרטל.פֿאַר די צייט, עס איז נייטיק צו ינסטאַלירן די פירן מיטל צו אַרוישעלפן די פּראָדוקטן דורכגיין די טורנינג שטעלע סמודלי און אין די עפעקטיוו טראַנספּאָרטינג געגנט.
פּלאַן ספּעסיפיקאַטיאָן פון גייד ראָללער
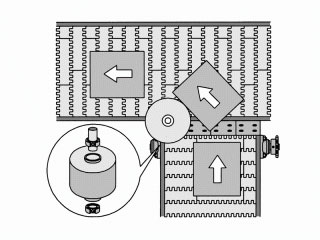
די פירער ראָולערז זענען יוזשאַוואַלי געמאכט פון מעטאַל מאַטעריאַל.זייַן גיידינג ראַדיוס איז בעערעך 1/4 עפעקטיוו ברייט פון די גאַרטל.אויב די לאָודינג פּראָדוקטן זענען פארלאנגט צו פאַרבעסערן די רייַבונג, עס זאָל אַדאַפּט די גומע אָדער פּווק מאַטעריאַל צו ייַנוויקלען די ייבערפלאַך פון די פירן ראָולערז.עס איז ספּעציעל פּאַסיק פֿאַר די גרויס אָדער שווער לאָודינג פון טראַנספּאָרטינג פּראָדוקטן.ניצן פּילקע בערינגז פֿאַר די פירן וואַל קענען מאַכן די וואַל ראָוטייץ מער גלאַט.
פּלאַן ספּעסיפיקאַטיאָן פון גייד רעלס
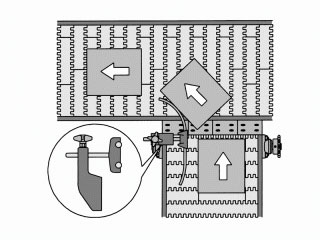
רובֿ פירער דעוויסעס זענען יוזשאַוואַלי געמאכט פון פּלאַסטיק מאַטעריאַל מיט נידעריקער רייַבונג, אַזאַ ווי UHMW, HDPE און אַזוי אויף.עס קען זיין דיזיינד אין פילע שאַפּעס אָדער אויסזען פֿאַר ינסטאַלירונג פאדערונגען.גייד ריילז זענען צונעמען פֿאַר מיטל-סייזד אָדער מיניאַטורע לאָודינג פון טראַנספּאָרטינג אַפּלאַקיישאַן.די פירן ריילז זענען אויך געמאכט פון פּלאַסטיק מאַטעריאַל מיט נידעריקער רייַבונג.די מאַניאַפאַקטשערערז קענען פאָרשלאָגן פילע פירן ריילז אין אַלע מינים פון שאַפּעס פֿאַר קאַסטאַמערז 'פאדערונגען.
ווען די קאַנווייער סיסטעם אַדאַפּט די טויט טעלער אָדער אַגזיליערי שייַכעס פון איין קאַנווייער צו אנדערן אין אַ 90 גראַד ווינקל, די קאָמבינאַציע פון פירן ראָולערז מיט פירן ריילז וועט מאַכן די טראַנספּאָרטינג פּראָצעדור מער גלאַט און גרינג.
ביטע באַצאָלן ופמערקזאַמקייט צו אויב די פּראָדוקטן וואָלט שלאָגן די אַרויס פירן רעלס ווייַל פון די סענטריפוגאַל קראַפט ווען גאַרטל לויפט צו די טורנינג פונט, אָדער יקסיד די עפעקטיוו קייט פון גאַרטל פירן וועג און רעזולטאַט אין די פּראָדוקטן פּילינג אַרויף און דזשאַמינג די פּראָדוקציע שורה.אין אַלגעמיין, די עפעקטיוו ברייט פון גאַרטל מוזן זיין גרעסער ווי די מאַקסימום ברייט פון לאָודינג פּראָדוקטן.